








The principle, characteristics and application of laser quenching technology
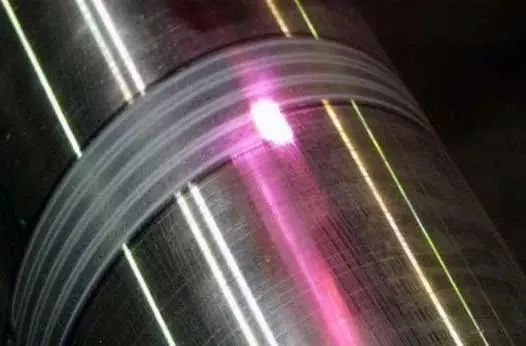
Laser quenching is a cutting-edge process that uses high-energy laser beams to heat material surfaces beyond their phase transition points. As the material naturally cools, austenite transforms into martensite, creating a hardened layer with exceptional hardness and wear resistance on the product's surface. This technique significantly modifies the microstructure and properties of workpiece surfaces without compromising the base material's overall performance, achieving localized strength enhancement through controlled thermal processing.
The characteristics of laser surface quenching include:
High power density: laser surface quenching uses focused laser beam as heat source to rapidly heat the surface of the workpiece and form austenite.
Rapid heating and cooling: The process achieves quick heating within seconds (typically 0.01-0.001 seconds), effectively minimizing workpiece deformation. This clean, efficient quenching method eliminates the need for water or oil as cooling agents. Compared to induction hardening, flame hardening, and carburizing processes, laser quenching delivers a uniformly hardened layer with superior hardness (typically 1-3HRC higher than induction quenching).
Minimal Part Deformation: The rapid heating and cooling process minimizes workpiece deformation, allowing precise control of heating depth and trajectory. This enables automation without requiring custom induction coils for different part sizes, as needed with induction hardening. It also eliminates furnace size limitations associated with chemical heat treatments like carburizing and quenching for large components. Consequently, laser hardening is increasingly replacing traditional methods such as induction hardening and chemical heat treatment across various industrial applications. Notably, laser hardening causes negligible material deformation before and after treatment. For high-temperature metal parts where quenching temperatures closely match melting points, induction-based surface hardening often damages corners or irregular areas, leading to scrap. Laser surface hardening avoids this limitation entirely.
Therefore, it is particularly suitable for the surface treatment of parts with high precision requirements. The treated workpiece does not need to be ground and can be used as the last process of finishing.
Suitable for complex shapes: Can be used for complex-shaped components such as blind holes, internal holes, small grooves, thin-walled parts, etc. Strong versatility: Due to the large laser focusing depth, there are no strict restrictions on the size, dimensions, or surface of parts during quenching. In contrast, existing medium-high frequency quenching requires custom-made induction sensors for various parts;
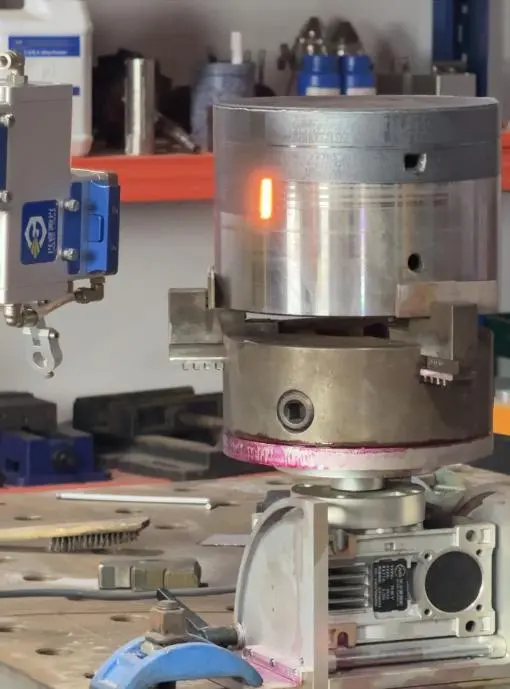
The depth of laser hardened layers typically ranges within the 0.3-2.0Mm range depending on factors such as material composition, specifications, surface characteristics, and key processing parameters. When performing quenching treatments on shaft necks of large transmission gears or motor shaft components, the surface roughness remains essentially unchanged. This eliminates the need for post-processing machining to meet specific operational requirements.
Laser quenching employs two scanning methods: narrow band scanning with circular or rectangular spots, and wide band scanning using linear spots. The hardened zone width in narrow band scanning closely matches the spot diameter, typically within 5mm. For large-area hardening applications, sequential scans are required where overlapping zones create tempered softening bands. These bands' width depends on spot characteristics, with uniform rectangular spots generally producing smaller bands. To mitigate the adverse effects of softening bands, wide band scanning technology is employed. This method transforms focused circular spots into linear ones,significantly expanding the scanning width.

The research, development, and application of laser quenching technology are currently in an ascending phase, though challenges persist in processing complex-shaped workpieces. However, as a cutting-edge heat treatment innovation, laser quenching enables the achievement of technical objectives that traditional surface quenching methods struggle to accomplish. Notably, this process eliminates the need for cooling media during production, aligning with the global industry's commitment to "low-oxidation and eco-friendly manufacturing" standards. It proves particularly effective for surface heat treatment of various mechanical components, including cutting tool edges, valve sealing surfaces, small gears, miniature molds, automotive parts, gear rings, machine tool guides, motor shafts, and reducer shafts.