








Laser quenching: a technological innovation to coat the roll body with hard armor
In modern industrial production, roller equipment such as rolling rollers, conveying rollers, and drying cylinders serve as the backbone of production lines. These components endure constant exposure to immense pressure, intense friction, high temperatures, and corrosive environments. The surface quality of these components directly determines production efficiency, product quality, and service life. Traditional surface hardening techniques like flame quenching and induction hardening, while widely used, often suffer from issues including significant deformation, uneven hardness distribution, and excessive energy consumption. The emergence of laser quenching technology has emerged as a game-changer, revolutionizing roller surface strengthening through its unique advantages of high precision, minimal deformation, and superior efficiency.
I. Core principle: Instant symphony of energy and matter
Laser quenching, also known as laser phase-change hardening, is a surface strengthening process that utilizes high-energy-density laser beams as thermal sources to rapidly heat workpiece surfaces followed by self-cooling. When applied to roller bodies, the principle can be elegantly broken down into three steps:
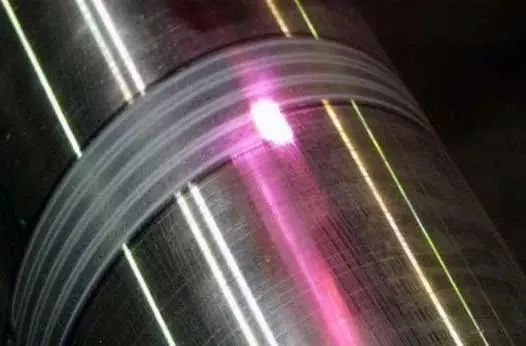
1. Precise Energy Injection: The laser beam (typically CO2 or fiber laser) focused through an optical system creates a highly concentrated energy spot, functioning like an invisible "magic brush" that precisely scans the roller surface. Within milliseconds to seconds, the laser's energy is absorbed by the metal coating on the roller's surface, causing its temperature to rise sharply by over 10,000°C per second. This rapid temperature surge surpasses the critical phase transition point (Ac3), transforming the material into austenitic structure. Due to the ultra-short exposure duration, heat cannot penetrate deeper layers, resulting in only a thin layer (typically 0.1-1.5mm) being heated while the core remains at low temperatures.
2. Instantaneous Phase Transition: When the laser beam is removed, the heating process abruptly ceases. The resulting dramatic temperature gradient causes rapid heat conduction from the surface to the low-temperature matrix, achieving a cooling rate of 10⁴-10⁶°C/s. This ultrafast self-cooling effect prevents austenite from developing carbides, instead transforming it into an extremely fine martensitic structure. As one of the hardest and most wear-resistant microstructures in steel materials, martensite explains the remarkable surface hardness enhancement achieved through laser quenching.
3. The "External Rigidity and Internal Resilience" Structure: Ultimately, the roller body achieves an ideal composite configuration. Its surface features a hard-wearing martensitic layer with hardness 15%-20% higher than conventional quenched steel, while the core retains its original excellent toughness and strength. This unique "rigid exterior and resilient interior" design enables the roller to withstand severe wear and endure high-impact loads, effectively preventing overall fracture risks.
II. Process: Intelligent precision operation
The application of laser quenching technology to the huge roller body is not a simple irradiation, but a precision system engineering integrating light, machinery and electricity. The main process is as follows:
1. Pre-treatment: Cleaning and Light Absorption Enhancement: The roller body must undergo rigorous pretreatment before quenching. First, surface contaminants such as oil stains, oxide layers, and impurities are thoroughly removed through sandblasting or precision grinding to ensure a clean and bright surface. The critical final step involves applying a specialized light-absorbing coating. Given the metal surface's high reflectivity to specific wavelength lasers, this coating dramatically improves laser energy absorption efficiency (from less than 40% to over 80%), ensuring efficient and uniform heat transfer.
2. Process control: programming and accurate scanning:
Path Planning: Based on the roller's geometric configuration (e.g., cylindrical or conical) and quenching requirements (such as continuous helical patterns, grid textures, or strip-shaped zones), the computer predefines the laser head's motion trajectory and rotational speed.
Parameter Precision Control: Core process parameters —— laser power (P), scanning speed (V), and spot size (D) —— are precisely calibrated. The synergy of these three factors (energy density ≈ P/(V·D)) directly determines the depth and hardness of the hardened layer. The entire process is automatically executed by a CNC system, ensuring unparalleled repeatability and consistency.
Real-time Monitoring & Feedback: Advanced systems are equipped with real-time monitoring devices like infrared thermometers to dynamically track molten pool temperature. This enables instant adjustments to laser power through feedback mechanisms, preventing surface overburning or melting while maintaining stable quenching quality.
3. Post-treatment: Inspection and tempering: After quenching, simply wipe off residual coatings from the surface with water or alcohol. Hardness testing, depth measurement, and metallographic analysis of the hardened areas are essential procedures. Although laser quenching generates minimal stress, for high-precision roller bodies, low-temperature tempering may be applied to further eliminate residual stresses and stabilize microstructural properties.
III. Technical advantages and broad application prospects
Compared with the traditional process, laser quenching has shown a subversive advantage in roll reinforcement:
Precise control: can achieve the precision quenching of any depth within 0.1-2.0mm range, and select local strengthening of complex areas such as grooves and edges.
The deformation is very small: the characteristics of "small heat input and fast cooling speed" make the thermal deformation of the workpiece very small, and in many cases, it can be assembled directly after quenching, eliminating expensive straightening and secondary processing.
Excellent performance: the obtained ultrafine martensite structure has high hardness, good wear and corrosion resistance, and the service life can be extended by 1-3 times.
Green and efficient: no need for quenching medium (water, oil), no pollution; low energy consumption, high degree of automation, in line with the concept of modern green manufacturing.
Laser quenching technology has now been widely adopted across multiple industries, including steel rolling mills, paper manufacturing's calendering rollers, printing and dyeing processes, as well as critical roller components in plastics and rubber production. Beyond manufacturing new products, this innovative technique shines particularly in the field of roller refurbishment and remanufacturing. It breathes new life into aging rollers that are nearing retirement, creating significant economic value through its transformative capabilities.
IV.Conclusion
Laser quenching technology, through its precise control of energy and materials, provides industrial rollers with a durable and robust "armor." This breakthrough not only represents a significant advancement in surface engineering but also serves as a powerful tool for driving the transformation of manufacturing toward high-end, intelligent, and eco-friendly directions. With the continuous reduction in laser equipment costs and maturation of manufacturing processes, this technology will increasingly permeate every aspect of industrial production, continuously strengthening the resilience and durability of modern industrial "backbone" systems.